La technologie
Comment fonctionne l'impression 3D composite.
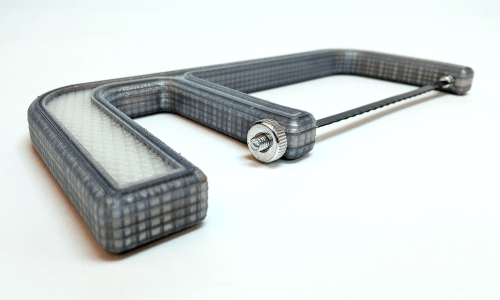
La technologie de co-extrusion de polymères thermoplastiques et de fibres continues permet de créer des matériaux composites dotés de meilleures performances que les autres méthodes de fabrication additive, tout en gardant les bénéfices qu'apportent cette dernière.
Les différentes parties critiques des pièces fabriquées sont renforcées par des fibres.
Différents types de fibres peuvent être utilisées en fonction des propriétés attendues dans l'usage de la pièce.
Les réponses à des exigeances chimiques, thermiques et mécaniques peuvent être apportées grâce au choix des polymères thermoplastiques et des fibres utilisées.